 中文
中文  EN
EN  RU
RU  PT
PT 
Каталог

Валковый пресс для брикетирования серии DH
Классификация: Каталог
Особенности конструкции
Модульная конструкция
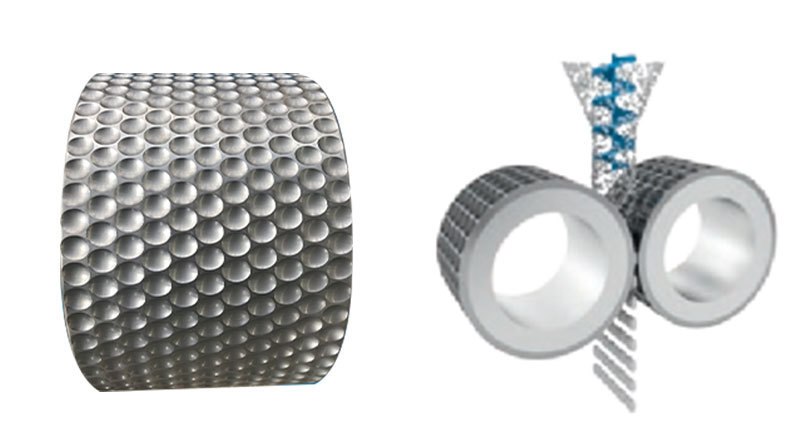
Брикетирование осуществляется по простому принципу: мелкозернистое сырье подается между двумя вращающимися в противоположных направлениях валками, где оно спрессовывается в брикеты.
Основные конструктивные элементы:
● Рама валкового пресса
● Прижимные валки с подшипниками и корпусом
● Основной привод с редуктором
● Подача сырья: дозированная шнековая подача и принудительная шнекова подача
● Гидравлическая система
● Система консистентной смазки
● Корпус валков
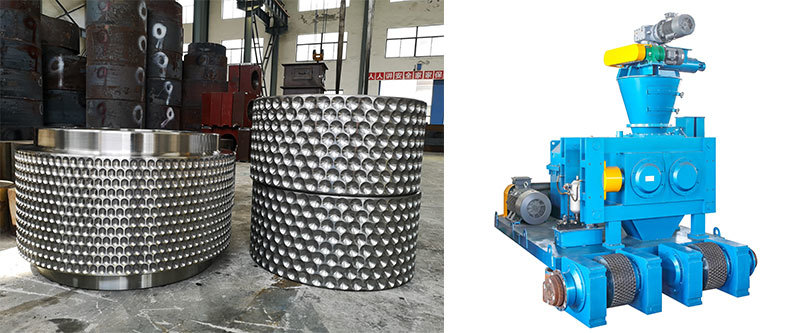
Неподвижный валок опирается непосредственно на раму пресса и так называемый плавающий валок также опирается на раму. Движение плавающего валка является основным принципом работы валкового пресса. Валки приводятся в движение электродвигателями в сочетании с двухвальным редуктором и зубчатой муфтой. Эта система синхронизирует валки и позволяет плавающему валку двигаться.
Контроль подачи материала в зазор между валками имеет решающее значение. Поэтому гравитационные питатели можно использовать для материалов с достаточными характеристиками текучести. Для других материалов может потребоваться шнековый питатель, чтобы протолкнуть материал в зазор между валками.
Канавки валков изготавливается круглой или овальной формы и необходимого размера. Кольца валков Fuyi прочные и износостойкие, имеют длительный срок службы и минимальную стоимость. Также можно использовать восстановленные кольца валков диаметром меньше номинального.
В целях безопасности и для минимизации выбросов пыли предусмотрен корпус валков.

Equipment parameters
| Модель | DH240 | DH360 | DH450 | DH650 | DH850 | DH1050 | DH1250 | DH1550 |
| Диаметр валка (мм) | φ240 | φ360 | φ450 | φ650 | φ850 | φ1050 | φ1250 | φ1550 |
| Эффективная ширина использования (мм) | 100-160 | 170-300 | 190-280 | 290-450 | 420-450 | 450-500 | 500-1000 | 650 |
| Скорость вращения валков (об/мин) | Его можно отрегулировать на месте в соответствии с различными характеристиками материала. | |||||||
| Размер готовых брикетов (мм) | Настраивается в соответствии с требованиями заказчика | |||||||
| Максимальное давление (КН/см) | 35 | 49 | 68 | 100 | 180 | 361 | 450 | 550 |
| Мощность основного двигателя (кВт) | 22 | 30-37 | 55-75 | 110-132 | 220-250 | 400 | 630-1400 | 630×2 |
| Габаритные размеры (Д.Ш.В.) | 2300×1700×1860 | 2350×2000×2600 | 2600×2200×2900 | 3600×2800×3200 | 5000×3800×4100 | 7000×5000×6000 | 8500×8000×6500 | 10500×6000×8100 |
| Вес пресса(т) | 5 | 7 | 10 | 21 | 46 | 85-95 | 140-175 | 200-220 |
| Модель | DH850 | DH1050 | DH1250 | DH1550 |
| Диаметр валка (мм) | Φ850 | Φ1050 | Φ1250 | Φ1550 |
| Эффективная ширина использования (мм) | 420-450 | 450-500 | 650 | 650 |
| Скорость вращения валков (об/мин) | It can be adjusted on site according to different material characteristics. | |||
| Размер готовых брикетов (мм) | Customized according to customer requirements | |||
| Максимальное давление (КН/см) | 180 | 361 | 450 | 550 |
| Мощность основного двигателя (кВт) | 220-250 | 400 | 630 | 630*2 |
| Габаритные размеры (Д.Ш.В.) | 500×3800×4100 | 7000×5000×6000 | 9700×5600×7700 | 10500×6000×8100 |
| Вес пресса(т) | 46 | 85-95 | 120-150 | 200-220 |
Описание технологического процесса
Брикетирование без связующего материала
Многие вещества можно превратить в изделия достаточной прочности без добавления связующих. Конечно, материал должен обладать связующими свойствами, поэтому соединение может быть достигнуто разными способами:
Пластификация давлением
Структуры (кристаллические или некристаллические) прижимаются друг к другу, а когда давление снижается структуры перестраиваются и образуют почти естественные связи. Этот эффект можно наблюдать, например, в различных солях (NaCl, KCl) или металлах.
Самосвязывающиеся
Одним из примеров является лигнин, содержащийся в биомассе. Под воздействием давления лигнин выдавливается из исходной структуры в пустоты между частицами.
Механическая связь
Частицы соединяются друг с другом благодаря своей форме (например, металлическая стружка).
Капиллярные сила
Небольшие водные соединения (капиллярные) образуют связи между частицами. Это требует мелкого распределения частиц по размерам (мелкий гранулометрический состав) и правильной пропорции воды. Брикеты получаются мягкие, их физические свойства не подходят для жестких условий погрузки и транспортировки.
Процесс формовки довольно прост. Сырье дозируется и гомогенизируется перед подачей в валковый пресс. Компания FUYI изготавливает роликовые прессы в соответствии с требованиями заказчика:
● Гравитационный питатель / Шнековый питатель
● Скорость вращения валков
● Удельное давление
● Крутящий момент главного привода
● Размер и форма брикета
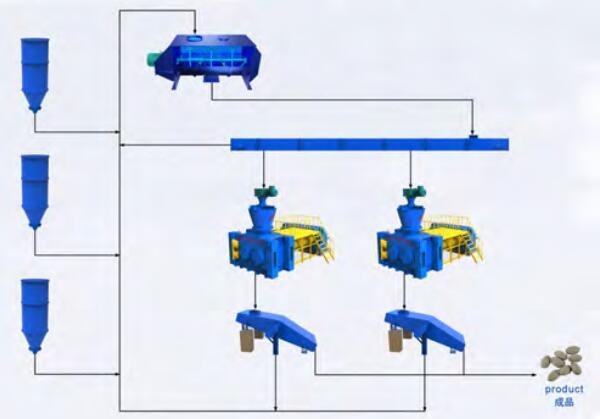
● Количество валковых прессов
●и т. д.
После прохождения валкового пресса продукт просеивается, и материал меньшего размера возвращается обратно в валковый пресс.
Брикетирование без связующего вещества, примеры сырья:
| ● Алюминий | ● Бентонит | ● Негашеная известь (оксид кальция) CaO | ● Коррозионный доломит |
| ● Оксид магния MgO | ● Глина | ●Сажа | ●Летучая зола |
| ● CaOBurnt lime CaO | ● DimethylterephthalateDMT | ● Диметилтерефталат DMT | ● Флюорит |
| ● Гипс | ● Латерит | ● Cоль NaCl | ● Цианид натрия NaCN |
Схема с одним прессом
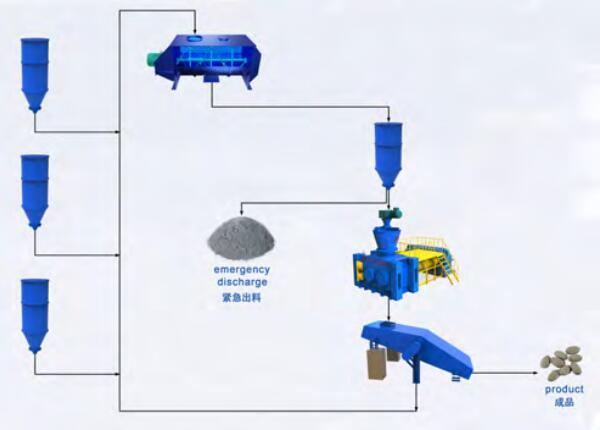
Схема с несколькими прессами
Фотографии готового продукта


Брикетирование со связующим веществом
● Брикетирование с добавлением связующего вещества, примеры сырья:
● Хромовая руда, содержащая патоку/гашеную известь
● Битуминозный уголь
● Коксовый порошок с крахмалом
● Лигносульфонатный медно-никелевый концентрат
● Производственные остатки DR/HBI, содержащие бентонит
● Порошок DRI, содержащий патоку/гашеную известь или силикат натрия/гашеную известь
● Подача для процесса RHF-DR с крахмалом (Rotary Hearth Furnace - Direct Reduction Process)
● Аммиачный раствор оксида молибдена
● Никелевый порошок с поливиниловым спиртом
● Отходы металлургического производства, содержащие патоку/гашеную известь
Для брикетирования при температуре сырья до 100°C может потребоваться добавление связующего вещества для улучшения характеристик брикетов.
Связующие вещество в основном используется для брикетирования сырья, которое не обладает достаточной адгезией. Одним из примеров являются угольные брикеты овальной формы, которые производятся из угольной пыли уже более 100 лет. Сегодня брикеты обычно имеют подушкообразную форму и имеют размер от 1,5 до 60 см3. Однако могут быть использованы и другие формы и размеры брикетов, в зависимости от брикетируемого сырья и конкретных требований заказчика.
Существует широкий ассортимент связующих веществ, но для выбора правильного связующего вещества необходимо соблюдать определенные критерии. Очевидно, что связующее вещество должно быть подобрано правильно, чтобы брикеты получились достаточно прочным и могли выдержать транспортировку от валкового пресса до места назначения. Подбор связующего также имеет свои специфические требования, например, связующее, вызывающее коррозию металлических частей, не подойдет, какими бы хорошими ни были его физические свойства. Связующее вещество должно быть доступно с экономической точки зрения по цене и быть в достаточном количестве.
Связующее вещество можно разделить на:
● Глюкозиды (например, патока, крахмал)
● Неорганические растворы (например, силикат натрия)
● Глина (например, бентонит)
● Термопласты (например, битум, смола)
● Растворы (например, цемент, гашеная известь)
● Неглюкозидные органические растворы (например, смолы)
● Волокна (например, бумажная стружка)
В процессе брикетирования необходимо учитывать особенности обращения со связующим веществом, включая его хранение и дозировку. Кроме того, для обеспечения достаточного проникновения связующего требуется смеситель, а исходное сырье должно быть достаточно сыпучим, чтобы избежать образования полости для связующего вещества. Качественное смешивание и распределение связующего также окажет положительное влияние на эксплуатационные расходы.


Ключевые слова: Валковый пресс для брикетирования серии DH
Рекомендуемые продукты

Валковый пресс - компактор сухого типа серии DH
Компактирование - это процесс сжатия мелких частиц между вращающимися валками. Полученная полоса материала, так называемая плитка, является промежуточным продуктом, который проходит через процесс дробления и просеивания, для получения конечного продукта.

Двухвальный гранулятор влажного типа серии DG
Двухвалковый гранулятор серии DG гранулирует при комнатной температуре и имеет высокую скорость формования. Он может производить круглые гранулы диаметром 4–10 мм и гранулы продолговатой формы.

Валковый пресс для брикетирования серии DH
Брикетирование осуществляется по простому принципу: мелкозернистое сырье подается между двумя вращающимися в противоположных направлениях валками, где оно спрессовывается в брикеты.

Конвейерные весы — это вид оборудования, обеспечивающего непрерывную транспортировку, динамическое взвешивание и контроль подачи сыпучих и гранулированных материалов. Они подходят для производства удобрений, строительных материалов, металлургии, горнодобывающей, химической промышленности и других отраслей.
Задать вопрос
Изделия любой сложности по лучшей цене

Jiangsu Fuyi Machinery Technology Co., Ltd.
E-mail : mv@jsfuyi.ru, fy@fuyigz.com
Whatsapp: +7 904 376 0075 (Марк)
Телефон: +7 904 376 0075 (Марк)

